k8·凯发胶辊有限公司
专业生产各种型号的胶辊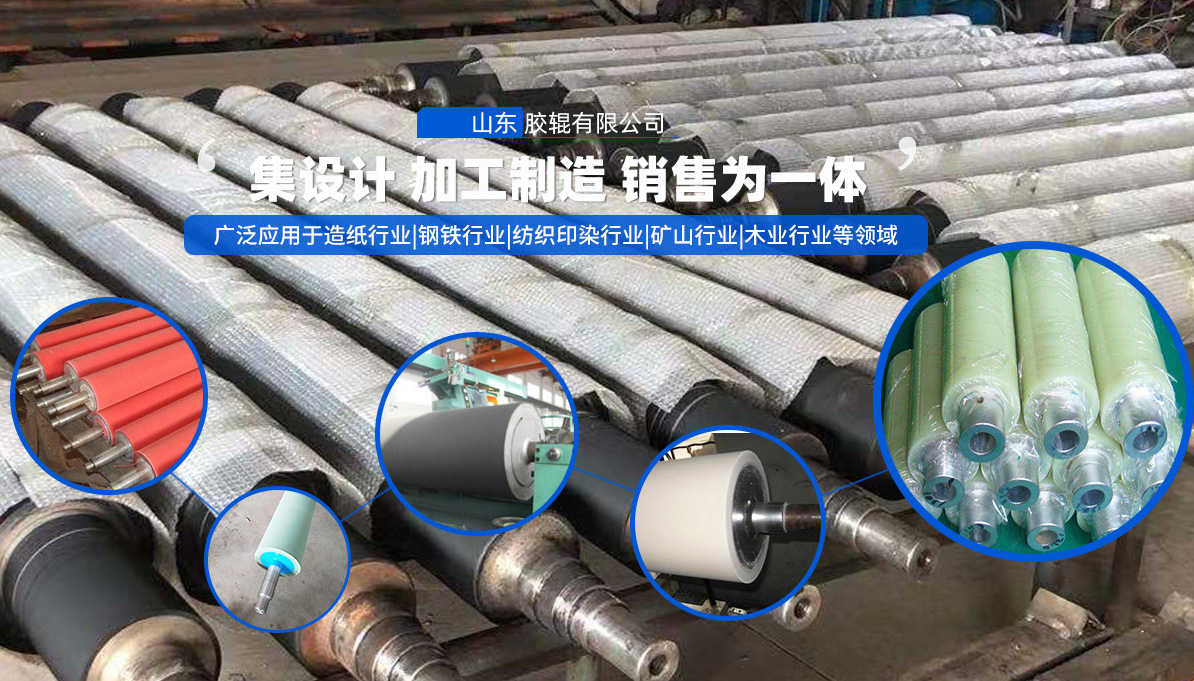
胶(jiāo)辊(gǔn)作(zuò)为(wèi)纺(fǎng)织(zhī)、印(yìn)刷(shuā)等(děng)行(xíng)业(yè)的(de)“心(xīn)脏(zàng)部(bù)件(jiàn)”,表(biǎo)面(miàn)光(guāng)洁(jié)度(dù)直(zhí)接(jiē)影(yǐng)响(xiǎng)成(chéng)纱(shā)质(zhì)量(liàng)、印(yìn)刷(shuā)效(xiào)🆙k8·凯发国际官网果(guǒ)。但(dàn)你(nǐ)知(zhī)道(dào)吗(ma)?胶(jiāo)辊(gǔn)研(yán)磨(mó)时(shí)选(xuǎn)错(cuò)砂(shā)轮(lún),轻(qīng)则(zé)表(biǎo)面(miàn)粗(cū)糙(cāo)、易(yì)缠(chán)绕(rào)纤(xiān)维(wéi),重(zhòng)则(zé)直(zhí)接(jiē)报(bào)废(fèi)!比(bǐ)如(rú)棉(mián)纺(fǎng)厂(chǎng)用(yòng)的(de)主牵(qiān)伸(shēn)胶(jiāo)辊(gǔn),若(ruò)用(yòng)普(pǔ)通(tōng)砂(shā)轮(lún)研(yán)磨(mó),表(biǎo)面粗糙度可能超标,导致纱线条干CV值飙升,成纱质量直接“翻车”。而选对砂轮,不仅能控制表面粗糙度,还能延长胶辊使用寿命——这可不是玄学,而是科学。
胶辊研磨最关键的是砂轮的“三要素”:粒度、硬度和气孔率。粒度决定了磨削效率和表面质量——粗磨时选40-60号大气孔砂轮,进刀量0.4mm起步,分三次走刀,总磨削量1mm;精磨则用80-120号小气孔砂轮,进刀量控制在0.1mm以内,总磨削量0.5mm。为啥?因为胶辊是丁腈橡胶,导热性差,粗磨时砂轮颗粒大、气孔多,能快速散热,避免胶辊表面因高温膨胀导致直径偏差;精磨时颗粒细、气孔小,才能磨出镜面效果,表面粗糙度Ra值控制在🐍k8·凯发国际官网0.4-0.6μm。
硬度方面,砂轮不能太硬!比如用高硬度砂轮磨胶辊,磨粒变钝后无法脱落,磨削力暴增,胶辊表面温度能飙到200℃,直接灼伤橡胶层,抗静电剂外溢,后续纺纱时纤维全缠在胶辊上,车间工人得天天停机清理。而中低硬度砂轮(如绿碳化硅,硬度K级),磨粒钝了能自动脱落,保持锋利度,磨削力稳定,胶辊表面温度能控制在80℃以下,既保护橡胶性能,又减少粉尘。
最近纺织🍈圈最火的话题是“智能纺纱线”,这类设备对胶辊的要求堪称“变态级”——表面粗糙度Ra值必须≤0.4μm,直径差异≤0.01mm,否则传感器会误判纤维位置,导致断头率激增。某大型纺企实测发现,用传统砂轮研磨的胶辊,上机后纱线断头率比用定制砂轮的高30%!为啥?因为定制砂轮的气孔率经过优化,磨削时气流能快速带走热量,胶辊表面温度均匀,直径收缩量稳定,装车后与罗拉配合更精准。
更绝的是,现在部分企业开始用“砂轮+AI”组合——通过传感器实时监测砂轮磨削力、温度,AI自动调整进刀量和转速。比如某款智能磨床,砂轮主轴转速能根据胶辊硬度动态调节,粗磨时1800r/min,精磨时降为1200r/min,既保证效率,又避免胶辊过热。这种玩法,传统砂轮根本玩不转,必须用高精度、高平衡性的定制砂轮。
选对砂轮只是第一步,保养才是“长命百岁”的关键!笔者走访多家纺企发现,90%的车间砂轮保养存在三大误区:一是修整时用力过猛,金刚石刀单次进刀量超过0.05mm,导致砂轮表面凹凸不平;二是修整后不倒角,砂轮两棱直角像“刀刃”,磨削时划伤胶辊;三是用旧砂轮不检测平衡,高速旋转时振动超标,胶辊表面(miàn)出(chū)现(xiàn)螺(luó)旋纹。
正确做法是啥?修整砂轮必须“少量多次”,用金刚石刀每次进刀0.01mm,修整量≥0.05mm;修整后用旧砂轮或油石把两棱倒成圆角,半径≥1mm;修整前必须用平衡仪检测砂轮静平衡,偏差超过0.02mm💟就得调整。某企业实测,按规范保养的砂轮,使用寿命能从3个月延长到6个月,单次研磨成本直接砍半。
选砂轮不是“差不多就行”,而是要像医生开药方一样精准——根据胶辊材质、研磨阶段、设备精度,甚至纺纱品种来定制。下次看到车间老师傅对着砂轮“凭感觉”调参数,记得提醒他:科学选砂轮,省的是真金白银,赚的是质量口碑!

 联系人:经理
联系人:经理
 联系电话:
联系电话:
 地址:淄博桓台马桥镇金诚工业园
地址:淄博桓台马桥镇金诚工业园